

全國服(fú)務熱線
13405784567
0510-83051666
Product categories
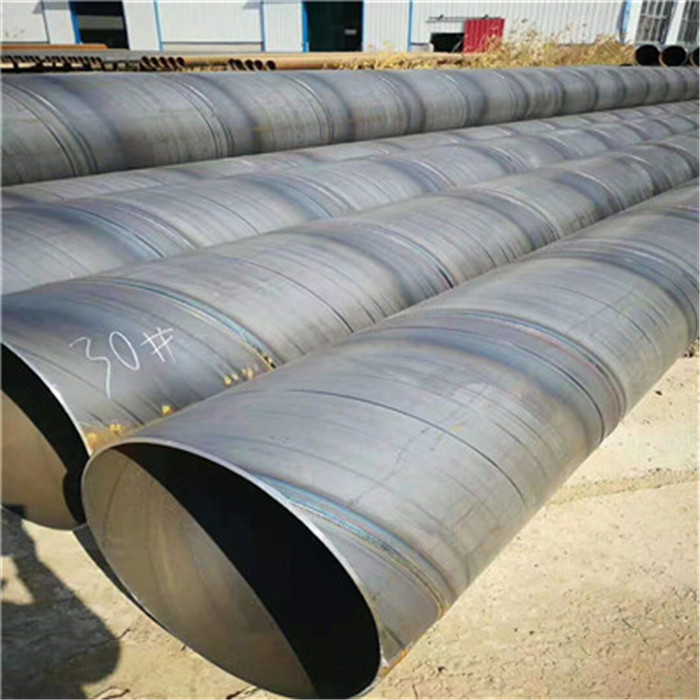
無錫螺旋鋼管廠家直銷609x12
螺旋(xuán)鋼管(guǎn)強度特點
管子在(zài)承受內壓時,通常在管壁上(shàng)產生兩種主要應力,即徑向應力δ和軸向應力δ。焊縫處(chù)合成應力δ,其中,α為螺旋焊管(guǎn)焊縫(féng)的螺旋角。
螺旋焊(hàn)管焊(hàn)縫的(de)螺旋角一般為度,因此螺旋焊縫處合成應(yīng)力是直縫(féng)焊管主應力的。在相同工作(zuò)壓力下,同一管徑(jìng)的螺旋焊管比直縫焊管(guǎn)壁厚可減小。
根據(jù)以上(shàng)特點可知:
螺(luó)旋焊管發生(shēng)爆破時,由(yóu)於焊縫所受正應(yīng)力(lì)與合成應力比較小,爆破口一(yī)般不會起源於螺旋焊縫處,其安全性比直縫焊管高。
當螺旋焊縫附近存在與(yǔ)之相平行的缺陷時(shí),由於螺旋焊縫受力較小(xiǎo),故其擴展的危險性不如直焊縫大。
由於徑向應(yīng)力是存在於鋼管上的最大應力,所以焊縫(féng)處於垂直應力這一方向時(shí)承受最大載荷。即直縫承受的載荷最(zuì)大,環向(xiàng)焊縫承受的載荷最小,螺旋縫介於二者之間。
鋼板類
是一(yī)種(zhǒng)寬厚比和表麵積都很大的扁平鋼材。按厚(hòu)度不(bú)同分薄板(厚度<4mm)、中(zhōng)板(厚度4-25mm)和厚板(厚度>25mm)三種。鋼(gāng)帶包括在鋼板類內。
鋼(gāng)管類
是一種中空截(jié)麵的長條鋼材。按其截麵形狀不同可(kě)分圓管、方形管、六(liù)角形管和各種異形截麵鋼管。按加工工藝不同又可分無縫鋼管和焊管鋼管兩大類。
用斜軋方式進行的毛管軋製工藝。斜軋延伸分(fèn)二輥斜軋延(yán)伸和三輥(gǔn)斜軋延伸兩類。主要在阿(ā)塞爾(Assel)和特朗斯瓦爾(Transval)三輥軋機以及狄舍爾(Diescher)和改進型狄舍爾(Accu-Roll)二輥軋機(見圖)上進行。斜軋延伸所以獲得(dé)發展是因為它具有獨(dú)特的優(yōu)點,如軋出的管子尺寸精度很高,設備和工藝過程(chéng)簡單,能(néng)靠分散變形的積累而獲得大(dà)變形量等。
在阿塞爾軋機上進行(háng)的斜軋延伸主要用於軋製高n精度的厚壁(bì)管(D/S≥11~12),生產薄壁管則比較困難,原因是:由於變形孔型由3個軋輥構成,密(mì)閉性差,軋(zhá)製薄壁管尾(wěi)端時容易出現尾三角。為了能在三輥(gǔn)延伸機(jī)上(shàng)軋製(zhì)薄(báo)壁管,發明了在軋製過程中可以回轉軋機牌坊的特朗斯瓦(wǎ)爾軋機。軋製尾端時利用回轉牌坊迅速將前進角(軋輥軸線與軋製線問夾角)減小,一方麵降(jiàng)低軋製速度,另一方麵放大軋輥脊部內接圓直徑,使尾(wěi)端壁厚增加,提高(gāo)管子穩定性,防止出現尾三角。也可在軋製(zhì)即(jí)將結束時采取快開輥方式增加管端壁厚。采(cǎi)取這些措施後D/S可達(dá)30,最小(xiǎo)壁厚為2.5mm,但缺(quē)點是尾端切頭量增加。為此又(yòu)發明了在線外(wài)預先(xiān)減(jiǎn)小毛管尾端壁厚(hòu)後再進行毛管延(yán)伸的方法,這樣既防止了尾三角出現,又減少了切尾端長度。

掃一掃關注我們
螺(luó)旋焊管廠|江蘇螺旋管廠家|無錫螺旋鋼管廠|無錫螺(luó)旋管|無錫市麻豆影视在线观看鋼(gāng)管有限公司
手機(jī):13405784567 座機:0510-83051666 88268499 地址:無錫市惠山區錢橋工業園 蘇ICP備2021006001號-1
